How to Implement Machine Vision Inspection in Manufacturing?
In today's fast-paced manufacturing landscape, Machine Vision Inspection has emerged as a vital technology. According to Dr. Emily Chen, a leading expert in this field, “Machine Vision Inspection transforms quality control into a seamless process.” This statement encapsulates the powerful impact of automation and precision in manufacturing.
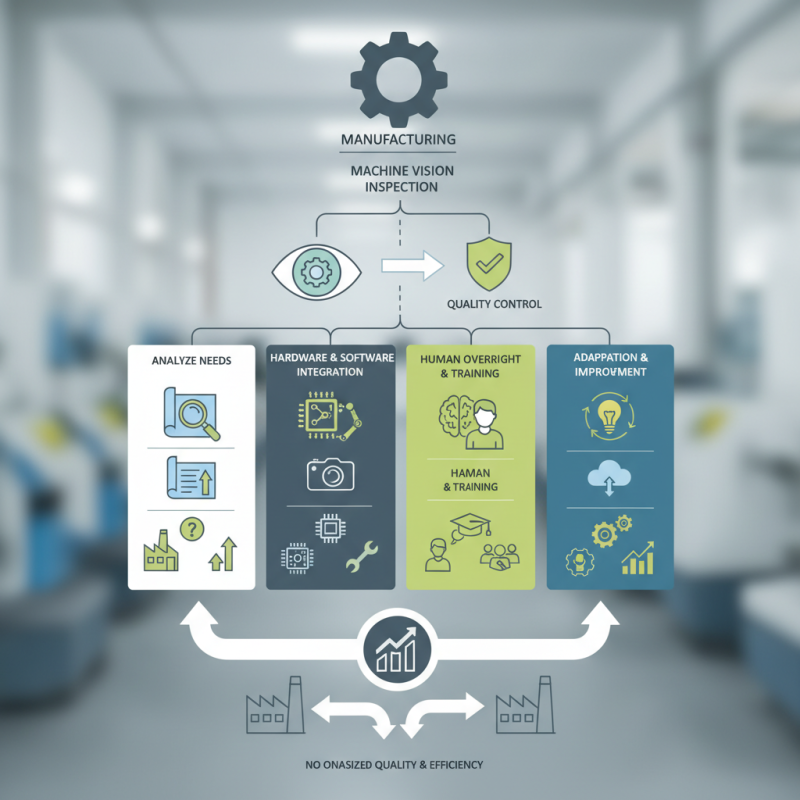
Implementing Machine Vision Inspection involves several key steps, each requiring careful consideration. Manufacturers must analyze their specific needs. Integrating the right hardware and software can be challenging. Not every solution fits every factory, and mistakes can lead to costly setbacks. There are still areas that require human oversight, as machines can't address every issue.
Additionally, the learning curve for staff is often underestimated. Training teams effectively is crucial for successful adoption. Manufacturers must also be prepared to adapt their processes as technology evolves. The journey to full integration of Machine Vision Inspection demands continuous reflection and improvement. Ultimately, the goal is to enhance quality and efficiency, but there’s no one-size-fits-all approach.
Understanding the Basics of Machine Vision Technology
Machine vision technology plays a crucial role in modern manufacturing. It involves automated systems that can inspect products and processes. Understanding its basics is essential for effective implementation. This technology uses cameras and software to capture images. These images are analyzed to ensure quality and precision.
Tips: Choose the right lighting. Poor lighting can lead to inaccurate results. Also, consider the camera resolution. Higher resolution can improve detection but may increase processing time.
The setup should not be overly complicated. Simple systems can produce reliable results too. Consider integrating machine vision with existing equipment. Compatibility can enhance performance and reduce costs. Regularly review the data generated by the system. This helps identify areas for improvement and may highlight unforeseen issues.
Tips: Train staff on basic troubleshooting. They should be able to handle minor issues to minimize downtime. Encourage feedback from operators. They can provide insights that enhance the inspection process.
Identifying Key Requirements for Implementation in Manufacturing
Implementing machine vision inspection in manufacturing requires careful planning. Key requirements include understanding the technical specifications and setting achievable goals. Data from industry reports indicates that 30% of manufacturers experience increased operational efficiency after adopting machine vision systems.
Infrastructure should be assessed before implementation. Ensure the space is suitable for camera installation. An efficient layout can reduce the complexity of integration. Also, consider lighting conditions. Poor lighting can impact the accuracy of inspections.
Tips: Start with a pilot project. This allows teams to identify challenges before a full rollout. Engage employees early in the process. Their feedback can reveal potential issues. Machine vision is not a one-size-fits-all solution. Regular updates and customization are crucial. These steps help in refining the system for optimal performance.
Selecting Appropriate Hardware and Software Solutions
Selecting the right hardware and software for machine vision inspection is crucial. First, consider the specific requirements of your manufacturing process. Factors like speed, accuracy, and object size play a significant role. For instance, a high-speed conveyor line may need cameras with fast frame rates. On the other hand, checking smaller components might require high-resolution imaging.
The selection of software solutions is equally important. Look for programs that offer robust image processing capabilities. Features like pattern recognition and defect detection can significantly enhance quality control. However, it’s essential to test these solutions with real data; sometimes, software can yield unexpected results.
Integration with existing systems is another aspect to reflect on. Compatibility issues can arise unexpectedly. Ensure your chosen hardware can communicate with other machines and software components. Additionally, ongoing maintenance and adjustments will be necessary. Be prepared for a learning curve. Not every solution will work perfectly on the first try. Continuous evaluation can help refine the inspection process over time.
Designing an Effective Inspection Process and Workflow
Implementing a machine vision inspection process requires careful design and workflow planning. An effective inspection system must integrate seamlessly into existing manufacturing lines. According to recent industry reports, around 25% of manufacturers report difficulty in implementing such systems. This often arises from unclear goals and inadequate training.
When designing your workflow, ensure it is adaptable. Machines and products may vary significantly, leading to unexpected challenges. It’s vital to conduct thorough tests to identify potential pitfalls. Use real-time feedback to refine your inspection processes. It fosters continuous improvement and helps boost product quality.
Tip: Involve your team in the design process. Gather input from operators who understand the challenges on the ground. Their insights can lead to a more practical and efficient workflow.
Additionally, prioritize the selection of the right technology. Not all machine vision systems are created equal. Some may not fit your specific needs, leading to wasted resources. Evaluate your options based on existing data and industry benchmarks.
Tip: Create a pilot program for the inspection system. A smaller-scale implementation can reveal issues before full-scale deployment. This approach minimizes risks and allows for necessary adjustments.
Training Personnel and Maintaining the Machine Vision System
Training personnel is crucial for effective machine vision inspection. Operators need to understand the technology deeply. Regular training sessions help them keep up with system upgrades. They must grasp image processing basics and troubleshooting techniques. A well-trained team can swiftly identify issues, reducing downtime. Training shouldn't be a one-time event. Continuous learning fosters skill improvement and adaptation to changes.
Maintenance of the machine vision system is equally vital. Regular checks can prevent unexpected breakdowns. Operators should perform routine inspections and calibration. Documenting any discrepancies helps track performance over time. However, even well-trained staff can miss simple mistakes, leading to errors in inspections. Encouraging an environment where personnel can report issues without fear is key. This creates a culture of vigilance and improvement. Each inspection can reveal insights, prompting team members to reflect and adapt their methods for better accuracy.



